宜兴市申峰塑料防腐设备有限公司可以定制各种型号的常压不锈钢储罐、不锈钢搅拌罐。并可配套成套搅拌装置,各种非标不锈钢塔器,包括喷淋塔、填料塔、废气塔、氧化塔、洗涤塔、除雾塔、泡罩塔等。
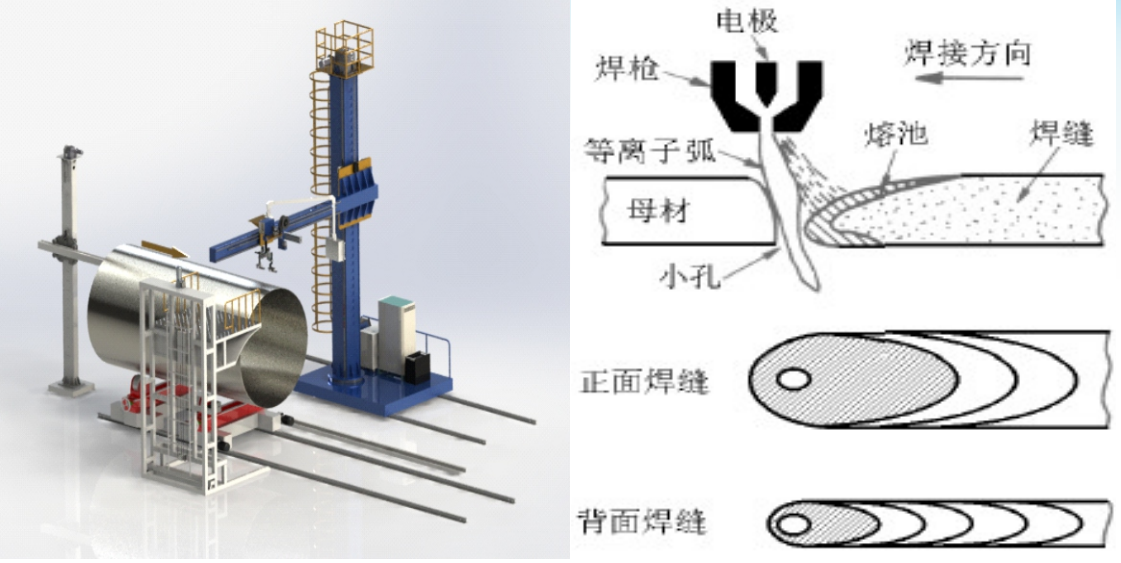
我公司生产的不锈钢产品的焊接工艺采用等离子焊接,焊缝成型美观,质量高,效率高。等离子弧能量密度大,弧柱温度高,穿透能力强,可实现3~10mm厚度钢材不开坡口焊接,能一次焊透双面成形,焊接速度快,生产效率高,应力变形小。管口及法兰焊接均采用氩弧焊接。

不锈钢等离子焊接工艺介绍
- 工件名称:筒体、容器
- 工件材料:碳钢、不锈钢、双目钢、钛材
- 工件尺寸:筒体长度L≤15000mm;筒体直径:Φ500~4500mm;
- 板厚:3~10mm;10mm以上按技术要求开坡口
- 焊接形式:筒体对接I/Y型焊缝;工件预先卷圆成型并焊接后矫正校圆;
- 焊接方式:(环缝)采用工件回转,焊枪固定的方式;(纵缝)采用工件行走焊接的方式。
- 焊接工艺:采用P+T焊接方式;单面焊,双面成型;焊接两层,第一层采用穿透型等离子焊机,保证完全焊透。在焊接时可以观察穿孔效应,并作为完全焊透的标准。第二层采用TIG焊+摆动,消除穿透型等离子焊接的咬边现象。壁厚t≤3mm采用TIG焊接方式,I型坡口;壁厚3mm≤t≤12mm采用PAW+TIG焊接方式,(2)3-10mm采用I型坡口焊缝形式,12mm采用坡口Y型焊缝形式。
-

 首页
首页 电话
电话 邮箱
邮箱 QQ
QQ