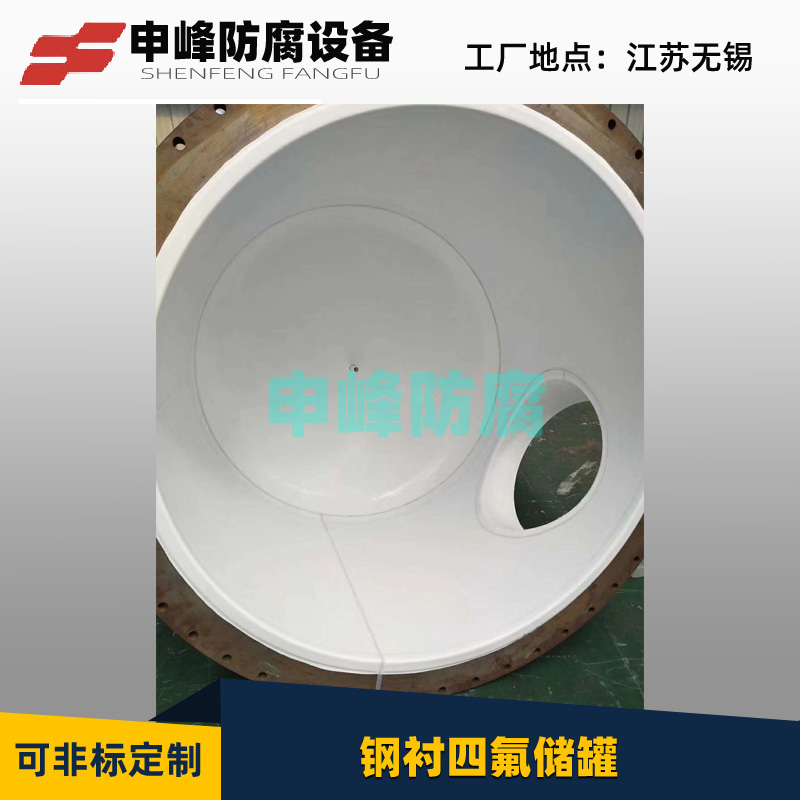
钢衬四氟储罐能耐高温,耐腐蚀性很强的酸碱溶液,那它的制作工艺是怎样的呢?首先四氟原材料我公司选用日本大金M-18,厚度一般在3mm。制作工艺分为以下几步:
第一步:工件检验
1.如果是以碳钢基材的主要检查:表面无气孔、变形、砂眼、缝隙等焊接不良现象。
第二步:前处理
1.打磨:把工件表面的毛刺、焊渣、尖角、锐角等用角磨机仔细打磨;
2.除油:空烧用400℃~420℃高温除油,按工件大小、轻重设定保温时间,彻底烧区素材残余油质;
3.表面粗糙化:喷砂用8公斤气压,20#金刚砂表面均匀喷砂。
第三步:内衬PTFE前处理
1.架到滚轮架上,调整转动效果;
2.用空气枪不低于6KG压力,吹净喷砂表面余尘;
3.衬里前素材预热干燥处理,除去表面残留水分。
第四步:涂高温胶
1.把高温胶提前1个小时充分和其它几种配比好,然后倒进一个专用容器内进行搅拌混合;
2.准备好刷子和滚筒;
3.带好防护口罩、眼镜和防尘服装。
第五步:胶水干燥
1.24小时进行干燥,一定要保证自然干燥效果,以不粘手为标准,胶一共涂两遍。
第六步:贴PTFE板
1.把事先裁剪好的PTFE板材一片一片贴到工件内;
2.局部加热然后用特殊工具把PTFE板内的空气彻底挤出。
第七步:焊接前准备
1.首先把PTFE板与板进行整平;
2.把板与板之间多余料用特殊工具修干净;
3.板与板接缝处进行开V型槽,以增强焊接强度。
第八步:焊接
1.清洁接缝处;
2.焊接圆焊条,焊条采用PFA材质;
3.圆焊条焊接结束后,再焊一道扁焊条,作为对焊缝的二次加强。
第九步:检测
1.用膜厚仪测量膜厚是否达到要求;
2.3mm防腐层用20000V电压垂直沿防腐层面低于50mm/s的速度进行100%的探伤,不产生白色火花为合格。
第十步:包装
1.保护法兰面防腐层不受碰伤为标准。


 首页
首页 电话
电话 邮箱
邮箱 QQ
QQ